|
|
|
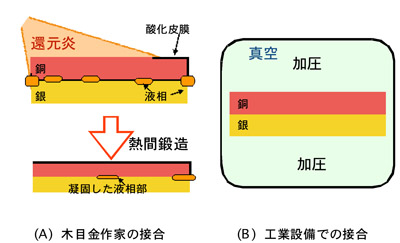
3.1 木目金作家の接合法と工業生産接合法との比較金属を接合するには、接合面の清浄化と密着化が必要です。各種金属板を積層接合する際のポイントは、次のようになります。(A)には木目金作家の接合、(B)には工業設備での接合の模式図を書いています。
木目金作家の接合(A)では、還元ガス雰囲気中での作業です。還元炎に曝される銅合金は還元されます。しかし、還元炎に曝されない積層接合体ブロックの領域では、酸化します。大気の巻き込みもあり、完全に酸化を防止することは困難です。積層接合体ブロックの温度が上昇して、部分的な溶融が始まります。接合体端部にこの「液相」を確認しますと、直ちに加熱を止め、引き続き積層接合体ブロックの熱間鍛造を行います。 例えば、銀と銅の接触部では、780℃で溶融を開始します。銀の融点は961.93℃、銅の融点は1084.87℃ですが、異種金属の接触部では、かなり低い温度で溶融します。異種金属の接触部での融点は、金属の組み合わせによって異なります。銀と銅の溶融を確認後、そのまま加熱を続けますと、銀と銅が均一に混ざり合った液体の合金となります。部分的に溶融が始まり、木目金用の積層ブロックを制作できなくなります。下の写真が溶融した銀と銅の積層体ブロックです。
部分溶融した積層体ブロック 木目金地金の制作のポイントの一つに、「何度℃まで積層体ブロックを加熱するか」があります。接合界面で部分溶融が発生した状態で、積層接合体ブロックを加熱装置から取り出して、熱間鍛造します。熱間鍛造では積層体が扁平に延ばされて、金属同士の接合部の面積が増加することになります。 戻る |
   |
|